Корпус часов выполнен из дерева. Дверца и боковые стороны по всему периметру украшены латунными пластинами с растительной инкрустацией из камней и перламутра, а оставшиеся участки покрыты шельлаком. Верхняя сужающаяся, похожая на шатёр часть также оформлена латунью с инкрустацией. Венчает настольные (каминные) часы фигурка лежащего льва. Высота корпуса 26 см. Изогнутые ножки и декортивные элементы на боковых стыках, арочный элемент над дверцей отлиты из латуни и позолочены.
Создаётся впечатление, что корпус изготавливался краснодеревщиком сам по себе, а не конкретно под этот механизм, так как имеются не несущие никакой функции крючки, деревянные накладки или же выпилы. А уже механизм карманных часов адоптирован в корпус каминных (настольных) часов. Такая тенденция была распространена во Франции в 18-м веке.
корпус из дерева, дерево покрыто тёмной краской, открытые участки покрыты шельлаком
инкрустация: латунь, камень, перламутр, шельлак
изогнутые ножки и декоративные элементы отлиты из латуни и позолочены
размеры корпуса: высота 26,2 см, глубина 6,1 см, ширина 13,4 см
Циферблат
циферблат (Champlevé) из серебра
римские цифры указывают часы
арабские цифры указывают минуты
стрелки из золота
Механизм
Механизм имеет шпиндельный ход с колёсным балансом и спиралью, который приводится в действие улиткой (фузеей) и цепью.
Этот вид хода изобрёл в 1673 году Христиан Гюйгенс, и впервые это изобретение применил его парижский часовщик Исаак Тюре. Внутренний конец спирали закреплён на оси баланса, а внешний - на платине. Благодаря этой системе возросла точность часов, в результате чего на циферблате к часовой добавилась уже и минутная стрелка.
Шпиндельный ход применялся в карманных часах до первой трети 19-го века, на стационарных часах где-то до 1860 года. (Comtoise-Uhren).
На платинах не выгравировано никаких номеров, есть только оттиск «B» и пара неразборчивых подписей, оставленных часовщиками. Также имеется подпись на обратной стороне циферблата «Romershausen»
механизм от карманных (Sackuhr) часов
полноплатинный механизм из позолоченной латуни на египетских стойках
позолоченный шпиндельный мост
мост крепится на большой ножке с помощью посинённого болта
железный баланс с тремя спицами
серебряная регулировочная пластина с числами от 60 до 100, расположенная на гравированной и скелетированной накладке
привод посредством пружины, цепи Галля и улитки
шпиндельный ход
регулировка предварительного напряжения пружины четырёхгранником между платинами под барабаном
подзавод четырёхгранником со стороны механизма
оттиск "B"
размеры механизма: высота 27,2 мм, Ø 42,5 / 40 мм
Осмотр часов и определение стратегии ремонта
Часы я получил уже в разобранном виде.
В механизме, в основном, всё подлинное, лишь в немногих местах кто-то из часовщиков оставил свой след после ремонта. Позолота сохранилась хорошо, есть немного поверхностной ржавчины. Детали часов выполнены довольно качественно. Реставрировать этот артефакт имеет смысл, поскольку часы всё таки имеют историческую ценность.
Требуется следующий ремонт:
ось баланса повреждена: нижняя цапфа отломана, палллеты оси имеют после долгого использования следы износа
на цепи фузеи отломан крючок
на дополнительном трибе отломана цапфа
для ремонта таких часов нужна профессионально обдуманная концепция и время.
Изготовление оси баланса
30 часов
К сожалению, размеры оси полностью определить трудно. Оригинал уже ремонтировался и претерпел изменения. Мост баланса как-то придавили вниз, поэтому расстояние между концами цапф уже точно не измерить. Ось баланса была сломана, её пытались припаять, в результате втулка на балансе запачкана оловом. В первую очередь я определил те размеры, которые, по моей оценке, остались ещё не тронутыми и не изменёнными, без каких-либо следов ремонта. Потом недостающие размеры я прикинул на глаз. Паллеты на оси баланса я намеренно сделал шире. Расстояние между цапфами сначала я должен был определять различными вычислениями. Точное выполнение этой работы - основа успеха для других шагов. Поэтому на это лучше сразу потратить больше времени.
Сначала я в целях приобретения опыта изготовил пробную ось, и заодно выставил фрезерный станок. На всё ушло часов 10 интенсивной работы. Немного подпрямив мост баланса, я мог определить, что ось где-то на 0,25 мм длинновата. Укоротить ствол на такой оси почти невозможно, поскольку её трудно зажать, не повредив. Я изменил размеры в чертеже. Оригинал не померяешь, а визуально толщина 0,5 мм. Я сделал ось со стороны баланса немного толще, 0,8 мм, лучше потом лишнее убрать. Я также и в нижней части ось сделал Ø 0,8 мм. Высоту нижней цапфы я увеличил до 0,9 мм.
Приобретя некоторый опыт, я начал делать новую ось. Всё равно работа есть работа, и всегда может возникнуть что-нибудь непредвиденное, и нужно быть готовым тогда менять стратегию.
Последовательность изготовления:
материал: инструментальная сталь диаметром 2,6 мм
изготовил ствол с цапфой на токарном станке
Ø цапфы 0,27 мм, окончательно 0,25 мм
Ø ствола 0,8 мм
общая длина 3,0 мм
все поверхности отполировал с помощью воронила (полирфайль)
сначала профрезеровал длинную паллету на фрезерном станке
грубо профрезеровал ствол по окружности до 0,6 мм и длиной 6 мм
профрезеровал короткую паллету
грубо профрезеровал ствол
изготовил ствол с цапфой на токарном станке
ось отделил
Эта работа заняла уже приблизительно час времени.
Закаливание и отпуск детали
Следующий шаг - деталь закалить и отпустить. Это вообще деликатнейший момент в работе. Здесь нужен опыт. При закаливании заготовка не должна деформироваться, треснуть или даже сломаться. Поверхности могут окислиться и выгореть, что несёт потерю металла. При отпускании речь идёт о нескольких секундах, о нескольких градусах, которые влияют на цвет. Нужно визуально опытным глазом определить пропорции детали: массу, длину, толщину и насколько быстро она взяла соломенно-жёлтый цвет. Отпуск детали, как и закалка должны получиться с первого раза.
Следующие 10 часов ушли на работу с паллетами, чтобы придать им правильную форму. Лучше всего паллеты шлифовать, когда ось баланса зажата в токарном станке. Потом поверхности паллет я гладко отполировал дегузитом. Фрагмент между паллетами я ещё немного обточил на токарном станке. Цапфы прокатал и закруглил пятки.
Теперь можно ось баланса вставить и проверить длину. Сначала я немного укоротил паллеты. Поскольку конечный размер был не известен, пришлось много раз, подтачивая по чуть-чуть, вставлять и пробовать до тех пор, пока паллета не начала соскальзывать с ходового колеса, не задевая зубьев.
Работа над балансом и спиралью
25 часов
После этого можно посвятить своё внимание балансу. Сначала я осторожно снял спираль, затем зажал баланс за втулку в прибор проверки центричности, чтобы отцентрировать баланс и выпрямить его плоскость, так сказать, чтобы он не «плясал». Выпрессовал латунную втулку. И так как оригинал запачкан оловом, то я сделал новую втулку.
Я заклепал новую втулку в баланс и впрессовал ось баланса. Снова проверил центричность и подпрямил. Теперь нужно уравновесить баланс. Для этого я нанёс на обод баланса олово, как это сделал до меня часовщик.
Спираль
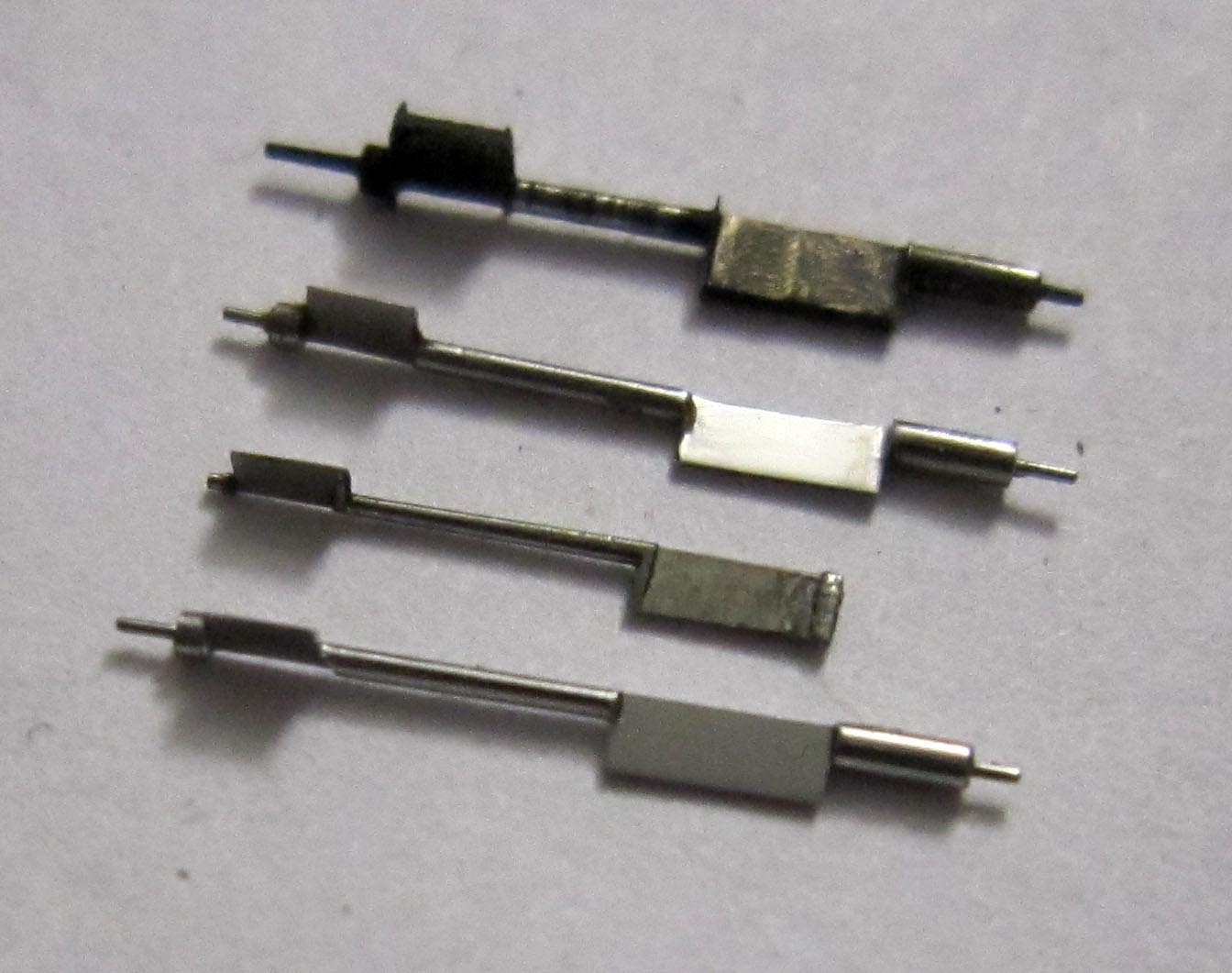
Изготовление цепи Галля
6 часов
На цепи Галля с одной стороны был отломан крючок. Я изготовил его из стали. Также сделал штифтик (Ø 0,32 мм × 0,6 мм), чтобы заклепать крючок.
На фото верхний крючок мой.
Изготовление собачки в улитку
4 часа
Собачка выглядела очень изношенной, я сделал новую. На фотографии виден износ, сломанный штифт в диаметре около 0,55 мм, длина около 0,85 мм.
Слева вновь изготовленная собачка.
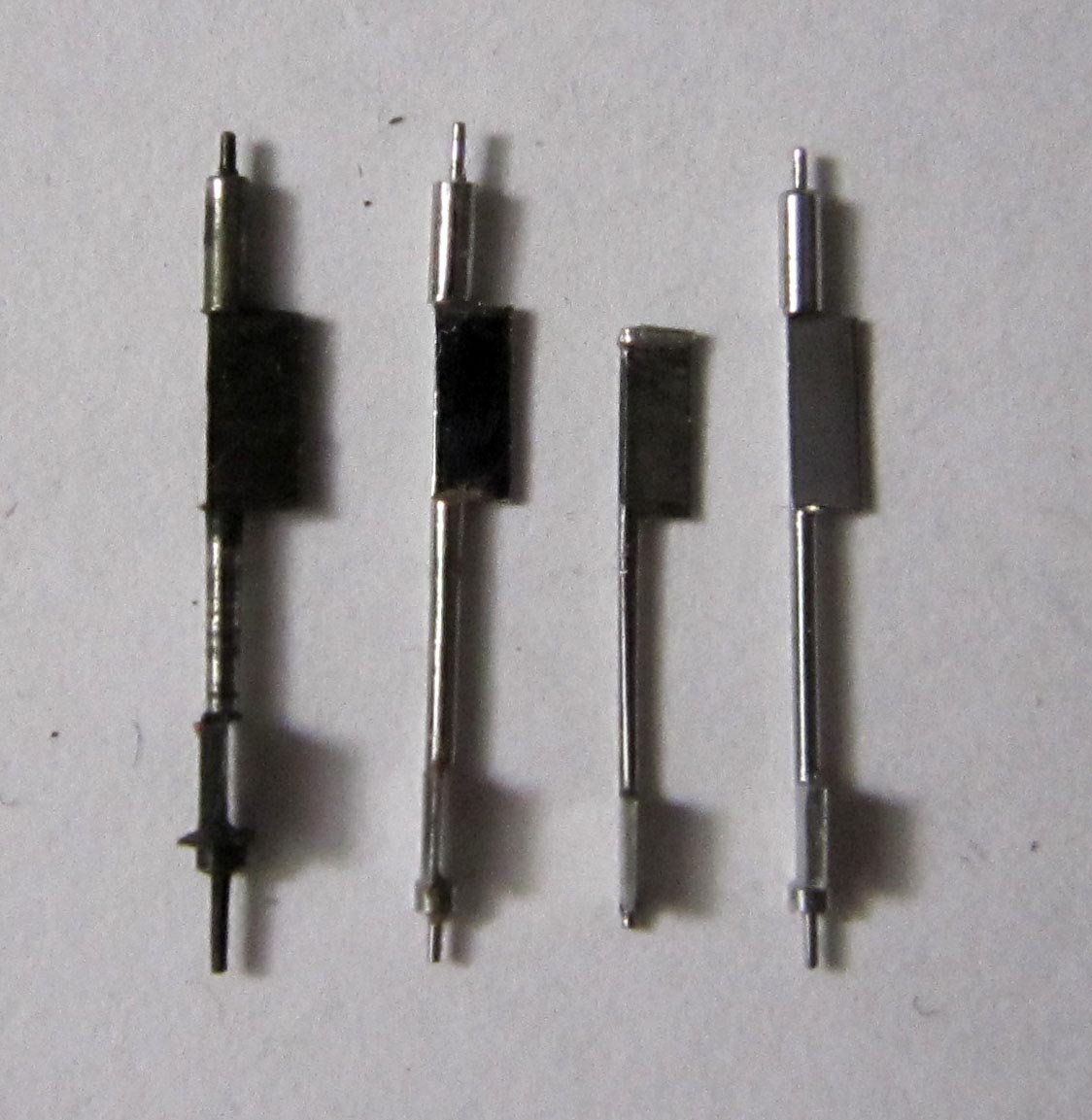
Изготовление триба
20 часов
В механизме цапфа одного из трибов отломана. Нужно делать новый триб. Размер триба Ø 2,7 мм, цапфы триба Ø 0,29 мм. Триб имеет 6 зубьев. Зубья я фрезеровал инструментом 19 века.
Латунная втулка тоже сделана новая.
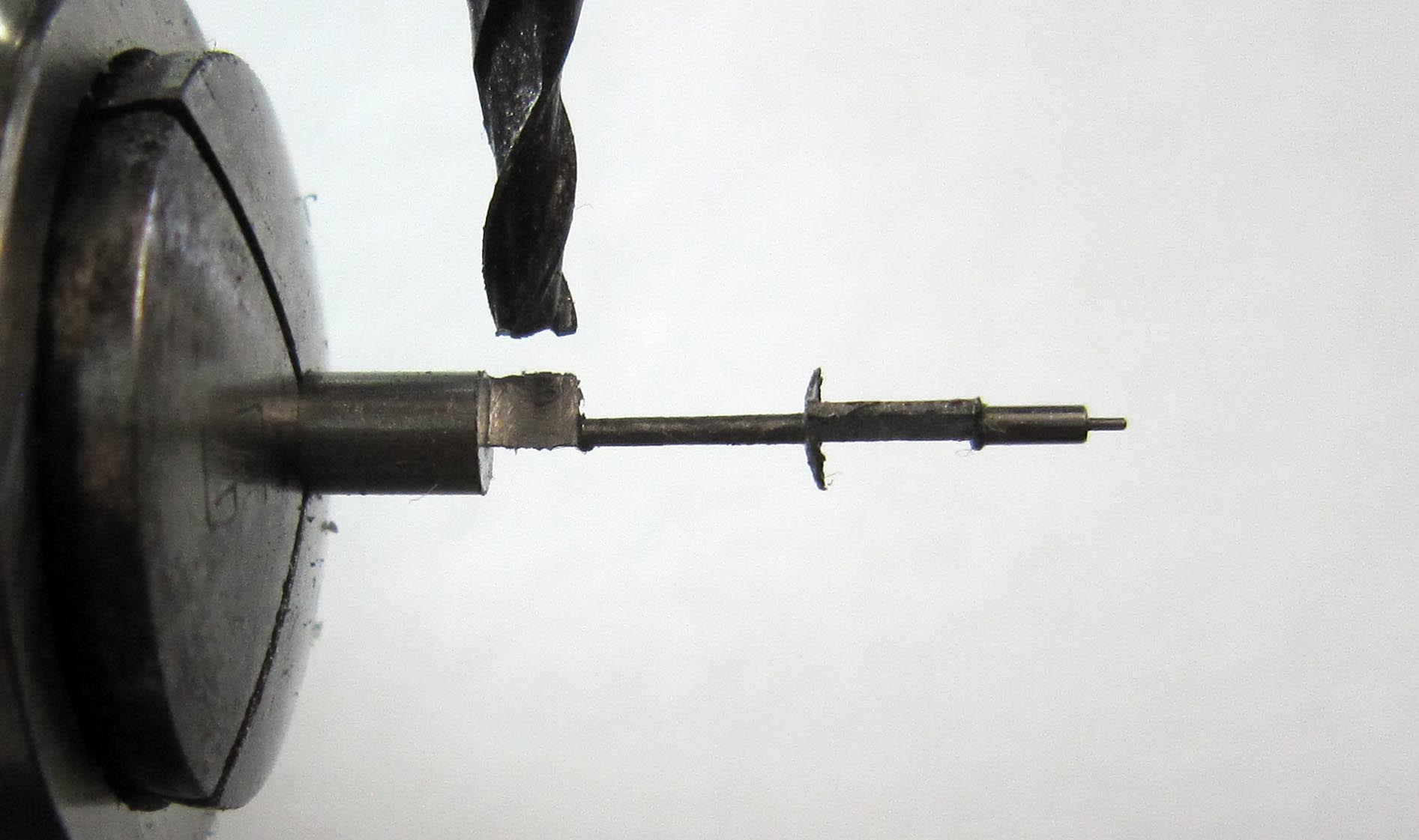
Изготовление стрелок
Стрелок на механизме нет, они отломаны. Осталась та часть, которая одевается на минутник. Визуально материал похож на золото. Оригинальный дизайн стрелок, как и материал, не известен. Остаётся только взять за образец какие-нибудь расхожие в ту эпоху стрелки, более-менее подходящие к стилю циферблата и корпуса.
Последовательность изготовления минутной стрелки:
30 часов
Отлил в индукционной печи из золота заготовку Ø 3,5 мм × 30 мм.
Проточил на станке с утолщённой стороны шарик Ø 4,4 мм, это та часть стрелки, которая будет одеваться на минутник.
Проточил стрелку по форме на токарном станке, отполировал, отрезал.
Посадил стрелку на сургуч, проточил плоскость с задней стороны стрелки и просверлил в шарике отверстие Ø 1,5 мм.
Сделал четырёхгранное отверстие для минутника.
Окончательное полирование. Размер: 4,4 мм × 22 мм × 1,2 мм, 0,5 гр.
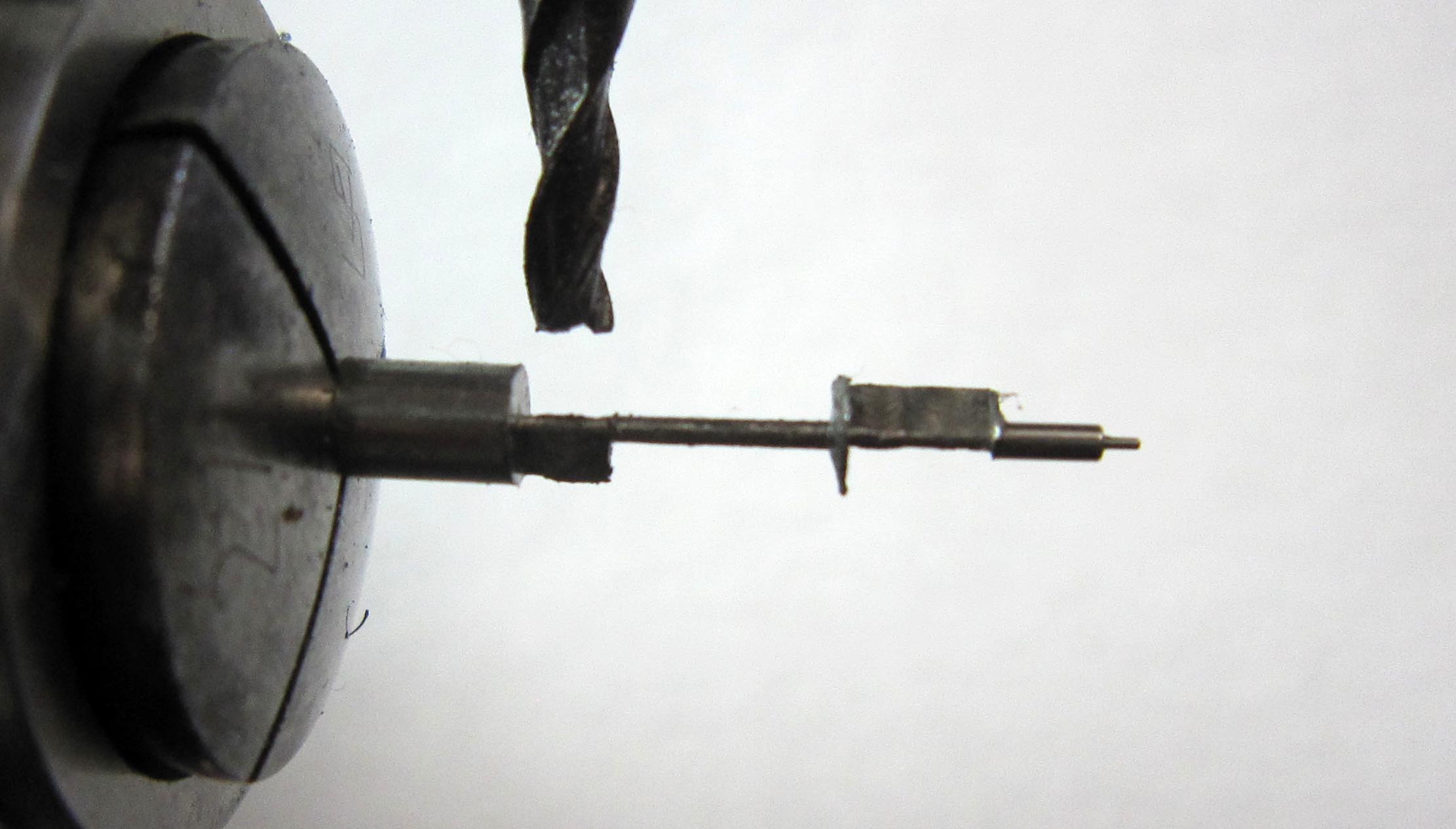
Последовательность изготовления часовой стрелки:
20 часов
Отлил в индукционной печи из золота заготовку Ø 5 мм × 16 мм.
Зажав заготовку в трёхбаковый патрон, проточил на токарном станке с обеих сторон, сделав с одного края цилиндры.
Зажав заготовку за больший цилиндр в цангу, просверлил отверстия Ø 0,7 мм и Ø 1,5 мм, профрезеровал утоньшение и цилиндр Ø 4,2 мм. Нанёс линию симметрии.
Затем надфилями и лобзиком сделал очертания лепестков. Просверлил отверстие Ø 3,2 мм.
Посадил стрелку на сургуч. Отгравировал рельеф по всей стрелке.
Дошлифовал поверхность дегузитом и нанёс фаски. Окончательное полирование. Размер: 0,7 мм × 4,8 мм × 15,8 мм, 0,2 гр.
Работы с корпусом часов
8 часов
В основном, корпус в удовлетворительном состоянии. Утеряны некоторые элементы из камня на латунных пластинах и кем-то зашпатлёваны. Повреждено дерево и также зашпатлёван отвалившийся шельлак в месте крепления верхней петли, но она же служит уже 300 лет. В некоторых местах заметны трещины на шельлаке.
Я тщательно удалил пыль и грязь и протёр скипидаром латунные поверхности.
Избранное
Иштванплатц перед доходным домом Виктора Дителя в Грайце — мемориальный проект Istvan Sky.
Ремонт и реставрация настольных часов со шпиндельным ходом, приводимым в действие фузеей (улиткой) и цепью.
Винторезное устройство для Schaublin 70, сделано Александром Бабелем.
CarPC проект к Mercedes Benz E Class W211 2003 года выпуска, осуществлённый в 2014 году.
Contact
Александр Бабель, конструктор, инженер, изготовитель инструмента, часовщик, ювелир.